



The Slurry pump suction piping is an often forgotten component of an effective pump system, yet it is critical in ensuring that a product is conveyed appropriately. Too many individuals underrate the positive and negative effects of a long or inadequate suction pipe, whether by failing to incorporate it in friction loss estimates or simply dismissing the issues of a lengthy or inadequate suction pipe.
Slurry Pump Suction Piping Size
Suction-side pipe one or two sizes larger than the pump inlet is standard practice. In pump suction pipework, a reducer fitting is commonly used to lower the suction pipe size to match the pump suction end flange. A reducer is a constrictor that must be carefully designed to avoid turbulence and the formation of pockets where air or water can accumulate. An eccentric reducer that eliminates the chance of air pockets is the best solution.
Factors You Should Consider
The inlet side pipe segment is upturned
This will result in water-gathered air inside the pipeline, a lower degree of the vacuum pipe system and slurry pumps, a shorter pump suction distance, and less water pumped out.
Too many elbows in the suction line
A pipeline with too many elbows will have higher flow resistance. And all of these elbows should be 90 degrees, as this will prevent air from gathering in the pipeline.
Small pipe diameter size
Many believe this can enhance the pump head because working head = total head minus head loss. For one pump, the whole head is unavoidable. Because pipeline friction forces diminish the authority, smaller pipe diameters result in more loss for the overall charge of the slurry pump. It will lose its head rather than gain it, resulting in a drop in pump efficiency. So, could you make the pipe size appropriate for the pump? If you need more heads, starting with a different pump is best.
The pump inlet directly connects with the elbow
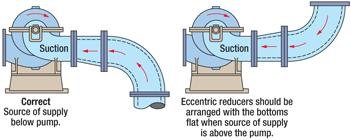
This causes the water to spread unevenly and enter the impeller through the elbow. An eccentric reducer should be placed when the pipe diameter exceeds the slurry pump inlet. The eccentric reducer should be mounted above the flat piece, and the ramp portion should be mounted below. Otherwise, it will collect air, resulting in less or no water pumping and potentially a crash. If the inlet pipe and pump inlet diameters are the same, a tube should be installed between them; the straight pipe length should be at least 2 to 3 times the pipe diameter.
With a bottom valve in the inlet pipeline and the last tube is not perpendicular

If the installation is done, as shown above, the bottom valve will not self-close, resulting in leakage.
Correct installation method: fitted bottom valve, last tube in the pipeline is perpendicular. Because of topographical constraints, it cannot be mounted vertically; instead, the axis angle with the water-level surface should be 60 degrees or greater.
Not good inlet position
When the inlet pipe under water is not deep enough, the water inlet swirls about, causing the influence of suction to reduce the water into the pump.
Small and medium-sized pumps must have a water depth of at least 300 600mm, whereas big pumps must have a water depth of at least 600 1000mm.
More Considerations When Installing Surry Pump Suction Piping

- The feed pipe must be completely immersed in the tank or vessel. If the suction is too close to the fluid’s surface, it generates a vortex, sucking air (or other vapors) into the liquid and the pumping system.
- The feed hose should be far from the tank or vessel’s bottom. If it is too close to the fluid’s bottom, the suction may draw up sediments or sludge. This problem can be remedied by incorporating a strainer into the slurry pump suction piping. On the other hand, filters can cause a significant pressure decrease and cause cavitation and friction loss.
- All pipework, valves, and other fittings should be independently supported so that the pump housing is not stressed. Furthermore, the stresses and moments imposed on the pump nozzles do not exceed the vendor’s permitted limits.
- Before the bolts are tightened, the pipe connecting to the pump’s input flange must be precisely aligned with it.
- To reduce pressure drop in the system, the pump should be placed as close to the suction source as possible.
- There must be a minimum of one meter between pumps, e.g., A minimum of one meter must be left between the pumps and any potential impediments (large block valves, steam turbine piping, and tee-type support from grade.
Why don’t we use the same size pipe as the suction nozzle?
Because we want minimal frictional losses in the pipe and full bore flow to the impeller eye, the fluid velocity, and frictional losses drop when we increase the line size for the same flow rate. The greater the pipe area, the lower the speed, the lower the frictional losses (higher NPSHa), the smaller the differential pressure generated by the pump, and thus the lower the power required by the motor to run the pump.
The size of the suction pipe must never be smaller than the size of the pump’s inlet nozzle
Suction pipe sizes less than the pump’s input size increase frictional losses, increasing the power required by the motor to drive the pump. Furthermore, the flow at the pump intake or impeller will not have a uniform velocity profile, resulting in the abovementioned difficulties.
The proper pump suction pipe size finds a balance between cost (bigger pipes cost more) and excessive friction loss (small pipes cause high friction loss and will affect the pump performance).
How the Suction Line Affects Friction Loss
Your pump system’s suction line is piping that conveys your fluid material from its source to the pump itself. When designing your plan, please make sure to account for friction loss. You will need more to calculate the power required to transport a fluid from point A to point B; you must also account for frictional resistance. However, for these calculations to be precise, the suction line must be considered, which is commonly overlooked. This could mean you buy the wrong equipment that isn’t up to the job, only to realize it when it’s too late, and you have to get a new one.

A shorter Suction Line is Better
When pumping materials, efficiency should be your key goal: how do you transfer a desired amount of fluid from one location to another in a certain period while using as little energy as possible? A shorter suction line is required to do this.
A short suction line has the following advantages:
Energy Efficiency
The less energy you consume, the less strain your components will experience, and the cost of running your pump will decrease in tandem. The more power your pump must expend to transfer a fluid from the source to the impeller or diaphragm into the discharge pipe, the longer the suction line. Moving a liquid over a long distance requires more energy; however, the friction loss generated by a fluid rubbing against the interior of a pipe, valve, or other component means that your pump must compensate for this energy loss. The shorter the slurry pump suction piping, the less distance and friction loss a pump must pay for.
Avoiding Cavitation
Cavitation is a severe, severe issue for maintenance and durability. This happens when pressure variations cause pockets of air or vapor to form within the fluid. These tiny bubbles then rupture, generating a shockwave and damaging nearby components, including the impeller. A short, direct suction line decreases the possibility of cavitation. We have a blog that discusses the various sorts of capitations here.
Changing the length and design of your pump’s suction line is an excellent approach to improving efficiency and equipment longevity.
Eccentric Reducers Installation
For horizontal flow to the pump, an eccentric reducer is advised. This arrangement prevents air pockets from accumulating at the reducer’s upstream end. Concentric reducers are recommended for vertical intake (suction) pipes or horizontal installations where air vapor accumulation is not a concern.
When the supply source is above the pump, the eccentric reducers must be installed with the flat side down. Air pockets are prevented in long horizontal pipe lengths by putting the eccentric.

Slurry Pump Feed Tank & Suction Pipe Design Recommendations
Slurry pump performance issues are frequently caused by problems on the pump’s suction side rather than the pumps themselves.

Here are some suggestions for building your pump feed tank and surry pump suction piping to increase the likelihood of trouble-free slurry pumping:
- The bottom of the pump feed tank should be at least 45 degrees. Particles that settle quickly may require temperatures as high as 60 degrees.
- Slurry entry into the pump feed tank should ideally be below the liquid surface (and away from the pump inlet) to avoid air entrainment. This is especially true for foamy slurries encountered during flotation.
- The sump volume should be kept as low as feasible. Slurry retention time can be reduced to 15 seconds for coarse particles and up to 2 minutes for tiny particles.
- The sump-to-slurry pump connection should be as short as practicable. As a general guideline, it should be five times the length of the pipe diameter and the same size as the pump inlet. Pipe lengths over ten times the pipe diameter should be avoided.
The sump connection should include the following:
- On the inflow pipe, there is a drain connector.
- I would suggest that you install a floor channel beneath the drain to collect the slurry.
- Since a vacuum can be formed, the flexible inlet connection (rubber compensator) is reinforced.
- This also aids in minor misalignment during installation and maintenance, reducing nozzle load and dampening vibrations.
- Shut off the valve with a total bore. Knife gate valves are commonly used.
- For standby pump systems, separate sumps are preferred. This prevents sediment from accumulating in the standby pump sump when the pump is not in use.
- A Vertical Tank (i.e., Metso Sala VT pump) with an inbuilt tank might be a helpful solution in some applications (the tank is already designed and provided with pumps). Tank pumps take up tiny floor areas and are easy to install, relocate, and maintain.

If you need a slurry pump suction piping, please don’t hesitate to look further. Our engineers will answer all your messages and get in touch with us straight away!


