

Mining Pumps
Kingda mining pumps focuses on mine fluid transportation.
From mine clean water supply to tailings treatment and wastewater treatment, Kingda will provide you with complete mining pump solutions.
Mining Pump solutions
Kingda mining pumps cover the entire mining process.
From crushing and screening, hydrocyclone ore grading, flotation, tailings transportation, mine drainage to wastewater treatment, Kingda mining pumps can easily handle fluid transportation in all harsh environments.
For acidic and corrosive slurries, mining pumps made of high chromium alloy or wear-resistant ceramics can more easily cope with the challenge.


Low concentration slurry
Volume concentration: 5%
Application: fly ash, ore debris, clean water, mine water supply, drainage, dehydration, sewage and wastewater treatment
Recommended Mining Pumps: KSL

Medium concentration, medium abrasive slurry
Volume concentration: 15-20%
Application: coal, lead, limestone, phosphate, abrasive slurry
Recommended Mining Pumps: KSL, ZGB, KSH, KSS

High concentration, highly abrasive slurries
Volume concentration: 30-40%
Applications: mill feed, abrasive tailings, coarse abrasives, iron ore, copper ore, gold ore
Recommended Mining Pumps: KSH, ZBG, KSF, KSS

Large particles, highly abrasive slurry
Volume concentration: 30-40%
Application: large particles in mines, high-concentration slurry, hard rock, fibrous slurry, viscous slurry
Recommended Mining Pumps: KSG, KSH
Industrial Mining Pumps
The inner lining of Kingda mining slurry pumps uses high chromium alloy or synthetic rubber as the material.
When pumping coarse particles and abrasive slurries, the surface of the pump body will resist the impact of crushed stones and gravel with extremely strong impact toughness. The large-diameter design ensures that mining pumps can transport solids with a maximum diameter of 300mm (12 inches).
Find the best pump for your slurry and site conditions.
KSH Heavy Duty Mining Pump
Features: Abrasion resistance, Large impeller
- Discharge Diameter(mm):20 – 650
- Flow Rate(m³/h):10 – 14000
- Head(m):10 – 70
KSL Light Mining Pump
Features: Lightweight, Easy to maintain
- Discharge Diameter(mm):20 – 650
- Flow Rate(m³/h):10 – 14000
- Head(m):10 – 60
KSG Gravel Mining Pump
Features: Abrasion resistance, No clogged
- Discharge Diameter(mm):100 – 400
- Flow Rate(m³/h):60 – 4000
- Head(m):10 – 60
ZGB High Head Mining Pump
Features: High head, Adjustable impeller
- Discharge Diameter(mm):50 – 300
- Flow Rate(m³/h):20 – 1800
- Head(m):20 – 20
KSS Mining Sump Pump
Features: Immersible in liquid, Easy to install
- Discharge Diameter(mm):40 – 300
- Flow Rate(m³/h):18 – 1267
- Head(m):4 – 40
KSF Froth Pump
Features: No airlock, No cavitation
- Discharge Diameter(mm):50 – 200
- Flow Rate(m³/h):10 – 1000
- Head(m):5 – 30
Mining Slurry Pumps
To cope with the harsh working conditions in mines, mining pumps must have excellent anti-abrasion and non-clogging capabilities.
In the grinding and classification stage, the high-concentration, highly abrasive slurry contains sharp metal or non-metallic solids, which requires mining pumps to have high-strength wear-resistant materials to withstand the impact of crushed stones to ensure stable operation.
In tailings transportation and mine wastewater treatment, the slurry contains a large amount of complex materials such as mud, gravel, etc., which requires mining pumps to have super strong non-clogging ability to ensure that when conveying slurries with larger particle sizes, they can be smoothly transported to the next link.
Kingda Mining Slurry Pumps Features
Kingda mining pumps use a large-diameter pump shaft design, which is more stable and firm when running in the mine.
The bearing body is equipped with a heat dissipation structure and cooling device, which can run for a long time without maintenance, greatly reducing the user’s operating costs.
The KFSD sealing system developed by Kingda can provide clean cooling and lubrication water for mining pumps. It has a compact structure and high integration. The shaft seal is equipped with a filter to effectively filter impurities in the water and maximize the service life.
Mining pumps are equipped with a remote intelligent monitoring system to monitor the operation of the pump all day and all-round. Before the wearable parts reach the life limit, the intelligent monitoring system will send an alarm to your email or mobile phone, minimizing your losses and greatly reducing operating costs.
No Clogged
Low operating cost
Extremely long service life
Siphon cooling technology
Intelligent monitoring system
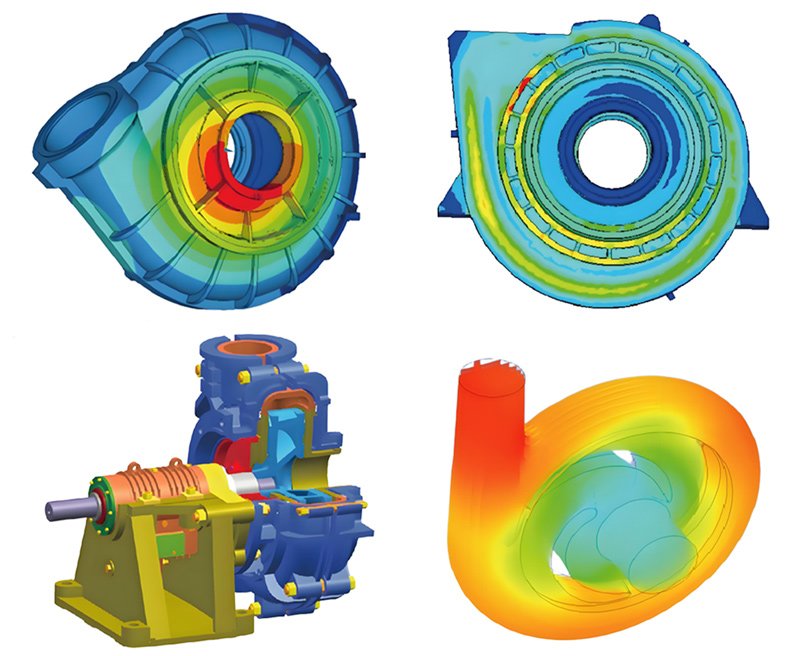
Technical Strengths of Our Mining Pumps
Using advanced processing and analysis software, the slurry parameters and fluid boundary conditions are set according to the hydraulic performance and wear characteristics of the mining pump under different working conditions.
Analyze the hydraulic loss ratio, wear position, wear rate and other parameters in each wet end component, and calculate the final head, efficiency, wear rate and wear area.
By adjusting the blade width, blade type, placement angle and other parameters, the optimal hydraulic model is obtained.
FAQ
Customizing mining pump solutions is a complex process that requires professional engineers to perform detailed calculations based on parameters such as the on-site environment and the conveying medium. The following is a simple calculation process.
1: First, the power of the motor must be determined based on parameters such as the particle size, hardness, density, and distribution state of the conveying medium.
2: Secondly, the pH value (acidity and alkalinity) of the slurry and the volume concentration of the slurry must be determined to determine the materials needed to make the pump.
3: According to the pipeline layout designed by the engineer, the pipeline friction loss and elbow loss need to be calculated.
4: Combined with the pump performance curve, the engineer will further calculate the optimal working point of the mining pump in detail to determine the pump model.
1: Check whether the diesel pump vibrates during operation. If there is vibration, check whether the belt is loose.
2: If there is abnormal sound during operation, the impeller may rub against the pump body or there may be foreign matter in the pump body, which requires an engineer to check.
3: Check whether the motor has high temperature. High temperature may be caused by lack of oil or bearing damage.
4: Check whether there is leakage. If leakage occurs, it may be due to damage to the sealing material or breakage of the sealing gasket.
Mining submersible pumps need to have excellent non-clogging and reliability. Usually, there are a lot of gravel, mud and slurry with large solid particles in mining conditions. At this time, mining submersible pumps equipped with agitators are the best choice.
Mining submersible pumps use a vertical structure design, can be submerged underwater, have a compact structure, high reliability, and can transport slurry with high solid content.
Most mining pumps are centrifugal structures and belong to centrifugal pumps.
Centrifugal mining pumps drive the impeller to rotate through the rotation of the motor. The continuous rotation of the impeller generates centrifugal force, sucking the fluid in and moving it at high speed through the pump to generate pressure.
The impeller then moves the fluid in the pump to the pump outlet, and the fluid is discharged from the outlet.
Have More Questions Please Contact Us
More information

Volute Pump: Design, Working Principle, Types & Selection Guide
What Is a Volute Pump? A volute pump is a type of centrifugal pump. It has a spiral volute around the impeller to collect the

Vertical Pump vs Horizontal Pump: Differences, Advantages, Costs, and Selection Guide
Different application scenarios and different pumping media are all factors we need to consider when selecting a pump. The most common types on the market
We'd Like To Work With You
Send us a message if you have any questions or request a quote. Our experts will give you a reply within 24 hours and help you select the right pump you want.