



Ash Slurry Pumps are commonly used in mining, sand, dredging, electric power, metallurgy, coal, environmental production, and other industries to move abrasive solid particles in the slurry. For example, metallurgical mill pulp conveying, hydraulic ash thermal power plants, coal washery, coal slurry, heavy media delivery, river dredging, etc. In the chemical industry, ash slurry pumps can transport abrasive slurry that contains crystallization.
Coal-fired power facilities emit massive amounts of pollution. The pulverized coal unit produces quantities of ash due to the combination In Three types of ash. Bottom Fly ash, economizer ash, and ash The remnant is bottom ash. that builds up at the bottom of the furnace Economist Ash accumulates in the hoppers beneath the economizer. The boiler’s section The flue gas stream contains fly ash. A typical breakdown is 20% bottom ash, 4% economizer ash, 4% other ash, and 76% fly ash. The amount of ash produced is directly proportional to With relation to the amount of inert material in the fuel and the amount of energy consumed.
Main Applications of Ash Slurry Pumps

Slurry pumps are commonly used to transfer abrasive solid particles in mines, power plants, metallurgy, coal, environmental protection, and other industries. Slurry transportation in metallurgical beneficiation plants, ash removal in thermal power plants, coal washing plant coal slurry and heavy medium transportation, river dredging, and so forth. Some caustic slurries containing crystals can also be conveyed in the chemical industry.
Large coal blocks and coal gangue are easily blocked in the coal washing sector due to diverse operating conditions, and the design requirements for the slurry pump are very high. In 2005, the Huaibei Mining Bureau installed a mainly built slurry pump imported from Australia at a coal washing operation. It has been running regularly, carrying enormous coal blocks and coal gangue without clogging, and its wear life has outlasted imported pumps.
Electricity
Power plant ash, fly ash, coal ash, all kinds of ash, mortar transportation, etc.
Metallurgy
Aluminum plants have all kinds of pulp slurry with high temperatures; conveyors, steel mill types, styles of slurry transportation, etc.
Coal
Coal mining, washing all kinds of coarse and fine coal slurry of delivery, etc.
Construction
All kinds of loaded slurry transportation, etc.
Chemicals
Chemical (such as phosphate fertilizer and potash fertilizer), all kinds of readability, corrosive slurry transportation, etc.
Pro-environment
Flue gas desulfurization (FGD) readability, corrosive slurry transmission, etc.
Ash Slurry Disposal System
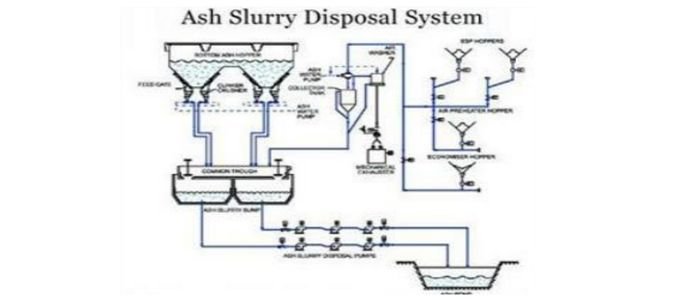
Centrifugal slurry pumps are the most typically utilized pumps for ash disposal systems. The current work is based on research on the properties of ash contents in the slurry at various water concentrations. The performance of a centrifugal slurry disposal pump will be investigated at multiple ash concentrations in the slurry. The amount of ash in the coal ash and water mixture will be altered to observe how it affects the operation of the ash disposal system in centrifugal pumps.
ADVANTAGES OF THE HCSD SYSTEM
The high-concentration slurry disposal system (HCSD system) includes other goals, including:
Ecological
- High-concentration ash slurries consume up to a factor of 12 less water than dilute slurries.
- No or minimal contamination by water leaking into the environment.
- Without ash spills, pipeline transportation is safe, silent, and dependable.
- There is no or very little run-off water and water reclaim system capacity.
- Thickened ash is not subject to run-out.
- Dusting is substantially reduced.
- Slurry hardens out, allowing rehabilitation.
Operational
- Slurry spreads over an area due to gravitation. No mechanical spreading or operator intervention is required.
- No return water system.
- Pipeline scaling eliminated.
- High availability, low parts usage, low maintenance.
Economical
Substantial energy savings to run the system.
The volumes transported are smaller, and pipeline sizes
Ash Slurry: Things you Need to Know
The rheological behavior of the slurry at various concentrations and flow conditions is one of the most critical input data required to design the slurry transportation system. Rheological factors also aid in evaluating the amount of power needed to agitate the slurry in the agitation tank. Suspension rheology knowledge is also required to ensure a stable/energy-efficient pipeline transportation system.
The rheological properties of slurry are affected by parameters such as shape, particle size distribution, carrier fluid properties, solids content, and so on. A suitable particle size distribution can result in a stabilized slurry suspension. If the solids are coarse, the cost of dewatering is lower, but the ow becomes more heterogeneous; if the particles are fine, the how is homogeneous, but the slurry becomes non-Newtonian, increasing the cost of dewatering.

How Many Types of Slurry Pumps?
The industrial pump is classified into three sorts based on its operation:
Volumetric pumps, power pumps, and centrifugal pumps.
It can be separated into electric pumps and water pumps, for example, based on the drive method. It is classified as a single-stage or multi-stage pump based on its structure.
It is classified according to its application as a boiler feed water pump, a metering pump, and so on. For example, water, oil, and mud pumps are classified based on the nature of the liquid to be moved.
Pump Selection Considerations and Durability
The suitability of the coal ash pump is determined by the slurry that must be conveyed. When selecting a proper fly ash pump, the pumping principle, impeller/rotor design, pump construction material, and discharge arrangement must all be carefully addressed. Hot fly ash pits are among the most challenging environments in all a slurry pump in a power station. They are supplied by rainwater sumps that may contain very high solids slurry. Historically, conventional sludge pump submersible sewage pumps were employed as fly ash pumps. However, these pumps are prone to clogging and wear from grit and scum and have a high failure rate. Traditional centrifugal pumps give kinetic energy to the slurry via a revolving impeller.
Which is the Best for Ash Plant?
Centrifugal slurry pump is the best because they are designed to pump abrasive fluids continually. The wearing parts can be replaced without having to replace the entire pump.
Centrifugal slurry pumps are one of the most frequently used in industrial settings. A centrifugal pump has one or more impellers that rotate to move fluid using centrifugal force. Not all centrifugal slurry pumps are created equal. Many low-quality centrifugal pumps are only capable of pumping water. This is all that their casing and impellers will allow. The industrial centrifugal pump or centrifugal slurry pump is far more durable. They are made of rigid materials that can endure abrasive and acidic substances. A centrifugal slurry pump’s primary function is to move solids and liquids. Because of their longevity, centrifugal slurry pumps can be utilized in various and are suited for low-viscosity drinks and high flow rates.
Characteristics of Centrifugal Slurry Pump for Ash Slurry Pumps
The pump’s effectiveness was evaluated experimentally at a rotating speed of 1450 rpm for bottom ash slurries with and without adding fly ash in concentrations ranging from 10% to 50%. (by weight). The amount of fly ash added to the bottom ash was changed from 10% to 30%. (by weight). The pump full pump, overall efficiency, and input power were measured at various flow rates. The findings of the performance characteristics demonstrate that the value of the head and the pump’s efficiency are affected by the solid concentration.
BELT GUARD
The belt guard, located at the back of the pump, shields operators from the pulleys and belts. A perforated, lightweight belt guard, such as the one illustrated here, can be readily removed when needed, allowing for faster and safer pump maintenance.
BASE
This pump has a fixed base, although slurry pumps can also have movable floors. The benefits of a sliding base include easier and safer opening and closing of the pump for maintenance, which decreases downtime for the user.
SHAFT
The motor drives the shaft, which causes the impeller to rotate quickly.
BEARING ASSEMBLY
Given the forces acting on the impeller and shaft, the bearing assembly’s job is to maintain the post and impeller stable and properly aligned. Slurry pumps, as a result, have more significant and durable bearing assemblies than water pumps. The cartridge can be moved back and forth to adjust the impeller clearance as it wears.
VOLUTE/PROCESS
The volute casing houses the impeller, which is housed in the volute. This is designed to be a changeable spare rather than wearing out the complete volute like water pumps, making maintenance more accessible and less expensive. The suction hose allows the slurry to enter the pump. The whirling impeller’s force pushes the fluid outwardly into the discharge pipe under high pressure.
It was also discovered that the pump’s performance parameter is highly dependent on slurry qualities. Adding fine fly ash particles to the bottom ash slurry sand grains further reduces head losses in the pump. Adding fly ash to the bottom ash slurry enhanced pump performance in head and efficiency.

Summary
Slurry pumps are commonly used to transfer abrasive solid particles in mines, power plants, metallurgy, coal, environmental protection, and other industries. Coal blocks and coal gangue are easily blocked in the coal washing sector. Design requirements for the slurry pump are very high.


