


High-Head (hh) Slurry Pump is heavy-duty slurry pumps designed with cutting-edge technology to transport high-density slurries and abrasives in heavy industry and mining applications.
Our high-head slurry pumps can handle a wide range of sludges. These pumps’ huge impeller diameters enable slow speeds and material concentrations of up to 70% weight.
The high-head slurry pumps’ tough cast iron outer casing features reinforced ribs for high-pressure safety and strength. The high-head slurry pumps also have several features that improve performance.
What is a High Head (HH) Slurry Pump?
Pumps that do not clog are developed for high-solids industrial pumping applications. In a variety of the most demanding applications, our proprietary pump technology exceeds all centrifugal, vortex, and positive displacement pumps that are applications requiring challenging pumping.
Extensive exterior ribbing allows for a higher head and pressure pumping system, and bulked-up wetted end parts can handle the most demanding applications. Commonly used for long-distance transport lines, the THH pumps often satisfy working conditions with a single pump, whereas others require multiple pumps in series.
Features of High Head (HH) Slurry Pump

The HH series pump is intended for continuous high-pressure pumping of highly abrasive, high-density slurries. It is also known as a High Head Slurry Pump. The range is capable of pumping at heads more than 90 meters per stage and handling high-duty, medium size particles. The narrow eye-to-impeller diameter ratio results in an excellent wear performance combination.
- The fully lined ductile iron casing delivers durability, strength, and a long service life.
- High-pressure operation in stages up to 750 psi.
- Heavy-duty construction with a through-bolt design allows for easy maintenance and little downtime.
- Impellers with large diameters, slow rotating speeds, and great efficiency are designed for maximum wear life and minimal running costs.
- Internal channels that are large and open to increase wear life and lower running expenses.
- Superior corrosion resistance and wear life are provided by thick elastomer and metal liners.
- The use of a full flush gland, low flow, and dry running centrifugal seals reduces flush water usage, lowering pump operating expenses.
Specifications
- Diameter:65mm-300m
- Capacity:50m³/h-1800m³/h
- Head:4m-120m
Pump Design Features
Sealing Mechanism:
To simply replace the packed gland shaft seal, various types of mechanical seals are readily accessible. These seals come in a range of materials. Furthermore, the adaptor plates are simply installed to meet mechanical seal requirements.
Options for Shaft Sealing:
Pump product lubrication and PTFE packing are standard features on high head slurry pumps. External clean water lubrication can also be employed if product lubrication is not possible.
Parts are 100% interchangeable:
High head slurry pumps allow for the use of high-quality spare parts in existing pumps. This extends the service life and improves performance. Furthermore, the spare parts are totally interchangeable with standard slurry pump designs.
Expeller Resistant to Wear:
The wear-resistant expeller lowers recirculation and seal face pressure to extend seal life.
Application of High Head (HH) Slurry Pump
High-head centrifugal slurry pumps are commonly used to transport corrosive / abrasive and high-concentration slurries in mining, sand, lead, and a variety of other industries such as electric utilities, copper, oil shale, agricultural, and so on. Pumps in the HH series are equal to slurry pumps.
The rubber is also low in density and may absorb noise and vibration. As a result, a high-head centrifugal slurry pump is unquestionably your best option. For various purposes, sand, sludge, and dredge pumps are provided.
The High Head Slurry Pump is suitable for a wide range of applications, including filter press feeds and pipeline transit staging pumps. These pumps are some of the most durable in the slurry pump range due to their high heads and stronger wear components. Extensive outer ribbing enables higher heads to be obtained with a single slurry pump, and beefed-up wet end parts handle today’s toughest applications. Here are the most common application of HH slurry Pump:
- Mineral extraction and processing
- Slurries that are extremely abrasive
- Mine waste and tailings
- Industrial production
- Ash from power plants and coal
- Gravel and sand
- Abrasive slurries for mining use
- Paper and pulp
- limonite slurry
- Alumina
- Fertilizer
- Neutralization of Acid
- Pumps for slurry transfer in plants
- Intermediates and Dyes
- Transfer of a Solvent
- Chemicals and pharmaceuticals
High Head Slurry Pump Shaft Seal Arrangement

Sealing and Making Sure that is Well Packed
It is a shaft seal, in general, that may be utilized in a variety of pumping circumstances. PTFE and graphite packing materials can be employed in high corrosive slurries or high temperature conditions.
The Expeller Seal
It is a reversed centrifugal impeller force that prevents slurry leakage. The expeller seal can be used on a single-stage pump or the first-stage pump in a pump series when the positive pressure at the pump intake is less than 10% of the positive pressure at the pump output.
Mechanical Lock
The advantages are integrative construction, quick installation and replacement, the design of mechanical seal and seal box is suited for liquid flow condition, therefore it has excellent abrasion and vibration resistance, mechanical seal can be utilized in various difficult situations.
High Head (HH) Slurry Pump

IMPELLERS
Pump out fan blades on the rear and front (on closed impellers) reduce circulating within the pump and aid in seal fouling prevention – optional castings of straight or semi vanes (from 3 to 8 vanes on particular sizes) offer greater hydraulic options in individual sizes.
LINERS
heavy-duty high chromium liner – threaded bolts are used as an active engineered attachment mechanism to the casing rather than unstable adhesive.
THROATBUSH
To account for wear over time and maximize efficiency, cotters are used.
COMPATIBILITY WITH CHEMICALS
The operational pH range is 3 to 14 – notably for corrosive chemicals handled with a wide range of elastomeric wetted parts.
SEALS
provides a wide range of seal choices to meet any process requirement
EXPELLER (CENTRIFUGAL SEAL) (CENTRIFUGAL SEAL)
Provide low flow water flush or zero flow (grease lubricated) alternatives to enable superior sealing if water input to the seal is insufficient or too high.
BOX FOR STUFFING
Gland packing and lantern ring sealing
ASSEMBLING OF BEARINGS
All bearings are built in controlled circumstances using the best quality tapered roller bearings to prevent lubricant and housing contamination – larger shaft diameters and decreased overhang in the wet end contribute to long life and reliability in the field
CASING
Split-case design enables for easy access and maintenance of wet end sections; cast ductile iron with wide outside ribbing gives higher pressure ratings and long-term reliability; and series pumping is simple with casing pressures up to 750psig.
BASE
A single piece base with an interconnected error correction mechanism for impeller approval within the pump – bearing manufacturing locks into base with four heavy-duty bolts – three custom designed mounting modes are available: overhead via an integrated and comprehensive pedestal system, side-by-side via an expandable motor mount, and direct-coupled via precision in-house alignment (optional packages available)
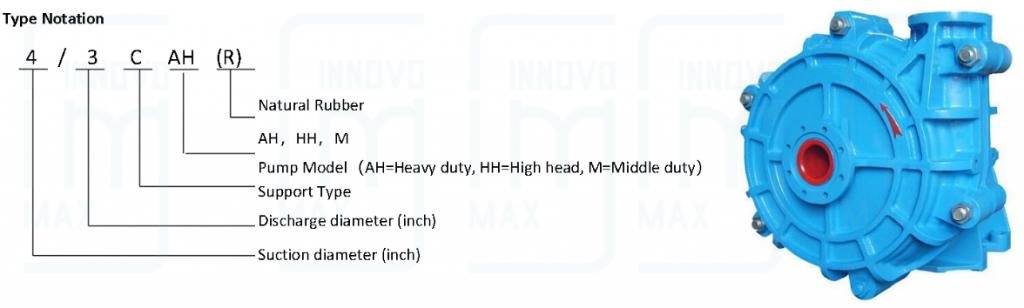
High Head Slurry Pump Model Selection of HH Pump
When selecting a type, the performance curve table for clear water of a pump must be consulted, and the coefficient of range for the flow selected is as follows:
- The coefficient of flow range for medium density and strong abrasive slurry is 40-80%.
- The coefficient of flow range will be 40-100% for slurry with low density and high abrasiveness.
- The flow rate will be 100% at the greatest efficiency point for a certain RPM scenario.
Benefits and Technology: You didn’t know that you need
Excellent-head centrifugal slurry pumps are distinguished by their wide range of applications, good efficiency, ease of maintenance, and high performance-to-cost ratio.
Because wet parts are non-abrasive, they can be used for an extended period of time. Furthermore, they are composed of various materials that are appropriate for various working circumstances.
Rubber-lined sludge pumps employ multistage tandem technology, making them ideal for long-distance conveyance.
Product deterioration and shearing have been reduced.
The concentric casing and recessed impeller design generate wide internal clearances that allow solids to flow through without coming into touch with the impeller, lowering the possibility of product degradation and shearing.
Reduced possibility of air locking
Pumps slurries with up to 30% entrained air without air locking. The bubble at the impeller eye is broken up by continual recirculation, enhancing efficiency, lowering power demand, and reducing flow instability, especially in flotation applications and low-level sump operations.
Large solids flowing through the size
Designed to let big, shear-sensitive particles to pass through without clogging or damaging the product.
Longer wear life
The heavy-duty concentric casing avoids radial loads, extending the life of the pump, seals, and bearings.
Operation and precaution
- Security measures should be followed when installing, operating, and maintaining centrifugal slurry pumps and auxiliary devices.
- The correct model of rubber-covered slurry pump should be chosen based on the minerals and slurry.
Maintenance
- Centrifugal slurry pumps are dependable as long as they are properly installed.
- Examine and fix the shaft seal
- Make necessary impeller adjustments.
- Replace worn-out components.
- Check that the bearing is greased.
- Keep spare rubber-lined sludge pumps clean and in good working order.
If you have any questions about hh slurry pump, please feel free to contact our senior engineers


