



Mining and aggregate slurry handling is a strenuous activity that can significantly influence plant productivity and efficiency. As global demand and competition increase, it is more essential than ever for companies to identify dependable partners that can provide solutions that improve the bottom line. Kingda’s slurry pumps vertical program provides the most current systematic selection of rubber-lined and rugged metal slurry pumps for any application.
What is a Vertical Slurry Pump?
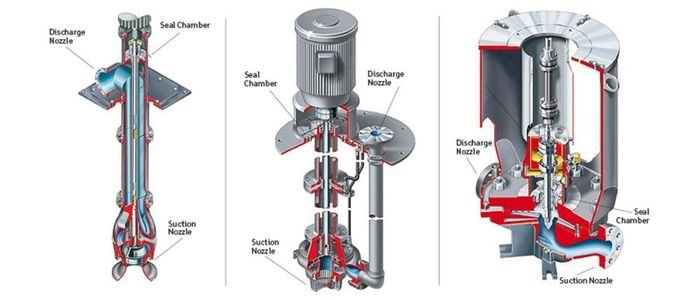
The vertical slurry pump, also known as the vertical mud pump, employs an auxiliary impeller to reduce impeller back pressure and extend seal service life. Meanwhile, the wetted sections are anti-abrasion and constructed of white wear-resistant cast iron. Furthermore, compared to horizontal slurry pumps, vertical mud pumps are lighter in weight, take up less floor space, and require less installation and maintenance.
Vertical slurry pumps are customizable pumps intended to save maintenance and operating expenses. They take up less floor area than horizontal pumps and have worn strong metal or rubber components.
Vertical sump pumps are suited explicitly for abrasive slurries. They are commonly utilized with floor sumps in process plants, mill scale pumping applications in steel industries, and pumping of machine tool cuttings and wood chips because of their resilience and ease of maintenance.
- Heads up to 40 m – 130 ft
The inner volute can be rubber or metal lined to lessen the unit’s wear rate, and the impeller can be rubber or metal coated to ensure longevity. This slurry pump’s design has both front and rear adjustments, allowing internal clearances to be modified as liners wear. External bolts change tolerances, eliminating the need to disassemble the volute.
Units can be ordered with one of five different types of impellers:
- Standard Impeller:
This design is most efficient for small and medium solid particles, creating the highest heads.
- Semi-Open Impeller:

The semi-open impeller type transfers large and medium solid particles with excellent efficiency and extraordinary solid handling. This type of impeller is used for low and medium heads.
- Vortex Impeller
Used for the low-head transfer of large concentrations of sizable solids. Because of the vortex design of the impeller, there is less area in contact with the fluid and hence reduced efficiency. They are required for the non-clogging pumping of abrasive solid-laden fluids.
- Impeller with Agitator
An Agitator fitted on the pump’s suction is used when a high amount of solid particles are present at the pump’s suction, reducing wear and preventing clogging. The agitator can be connected to a Standard, Semi-Open, or Vortex impeller.
- Recessed Vortex Impeller
This design is used when large, solid, and fibrous particles are present in a fluid. The solid particles within the fluid make minimal contact with the impeller. These impeller types are preferred to avoid impeller damage or blockage.
Shaft Sealing Options:
- Packed Gland
Pumped liquid or external cooling fluid is used to cool the sealing system.
- Expeller Seal & Gland Packed
Pumped liquid or external cooling fluid is used to cool the sealing system. The expeller seal generates a hydrodynamic seal by generating a low-pressure zone around the shaft. Expeller seals extend the life of the shaft sleeve while reducing water consumption. This combination ensures the device does not leak at low RPMs or when the pump is turned off.
- Cartridge Type Single Mechanical Seal
A single mechanical seal of the cartridge type, lubricated by the pumping fluid or a pressurized external fluid by an API682 Approved Plan.
- Cartridge Type Double Mechanical Seal
A double mechanical seal of the cartridge type, with lubrication provided by the pumping fluid or pressurized external fluid by an API682, Approved Plan.
MAIN APPLICATIONS

Vertical slurry pumps are commonly used to convey mortar, mud, ore slurry, and other liquids containing suspended solid particles. Pumping concentrated liquid, heavy oil, oil residue, turbid liquid, mud, mortar, quicksand, and flowing sludge in urban sewage channels, as well as fluids containing mud sand and corrosive liquids, is primarily used in environmental protection, municipal engineering, thermal power plants, gas coking plants, oil refineries, steel mills, mining, paper making, cement plants, food plants, printing, and dyeing industries.
- Power Plants and FGD
- Mining, Quarries, and Aggregate materials washing
- Coal & Slurry Transfer
- Mill Scale & Ash Pits
- Seawater Sand Slurry
- Lime Slurry
- Underground Mines
- Pulp & Paper
- Chemical Industry
- Floor sumps in process plants
- Mill scale pumping in steelwork
- Pumping of machine tool cuttings
- Wood chips pumping
MAIN CHARACTERISTICS
High Lift and Large flow
At the moment, the vertical slurry pump’s maximum discharge diameter is more than 1000mm, and the flow rate is around 20000m/h, the single-stage lift is more than 100m.
Long life and high-efficiency
Considering slurry pumps are mainly used to transfer solid-liquid mixes (slurry) containing abrasive solid particles, service life is an important consideration.
Wide variety and wide performance
A wide range of performances and strong applicability are required to suit the requirements of delivering different media in different departments. Several types of impurity pumps include mortar pumps, gravel pumps, dredge pumps, solution pumps, foam pumps, submerged pumps, pulp pumps, submersible sewage pumps, and non-clogging sewage pumps. Pumps of many types, including metal pumps, rubber-lined pumps (plastic-iron interchangeable), ceramic pumps, and so on.
A high degree of ternary
Slurry pump parts and products are increasingly three-dimensionalized (standardization, generalization, and serialization). employs a modular architecture that facilitates processing, production, and operation management while improving product quality and economic benefits
To some extent, the degree of generalization reflects the level of product technology.
Slurry pump, one bracket can install 38 various types of pumps Head; ZWP100-250 type non-clogging sewage pump A pump body may be mounted with several impeller shapes and different sizes, with a high degree of generality.
The introduction of these new materials not only saves costs but also broadens the field for many slurry applications. Simultaneously, other producers began to investigate various plastic materials, such as polyurethane and nylon, as well as sintered ceramic materials, from an economic standpoint and utilized them in specific situations with positive results.
High-concentration and Long distance
The concentration of conveying slurry is increasing as pipeline hydraulic conveying technology advances, and the conveying distance is also expanding. This necessitates using slurry pump products that are wear-resistant and high-pressure robust. As previously stated, the slurry pump transports the slurry concentration from the past C=40%50% to the present Cm=65%, with some reaching C=70%.
Multi-material, multi-variety
Wear-resistant materials are essential to domestic and foreign slurry pump manufacturers and scientific research institutions. In addition to a range of nickel-based, chromium-based, and nickel-chromium-based alloy wear-resistant materials and rubber-based materials, some companies have recently developed quenched cast iron, a new range of hypoeutectic and hypereutectic high-chromium wear-resistant and corrosion-resistant white alloy launched iron and high manganese copper white alloy cast iron, duplex stainless steel, precipitation stainless steel, and other materials.
Understanding Pump Capacity

Vertical, diaphragm and centrifugal pumps are among the many types of pumps. Because of their durability and performance, centrifugal pumps are used in many slurry systems. A centrifugal pump moves slurry through the system by rotating an impeller.
Two characteristics broadly define pump capacity: head pressure and flow rate. Manufacturers provide each pump with a pump curve that plots pressure and flow against each other. This curve analyzes whether a pump is appropriate for our application.
The more complex the application, the more critical it is to have expert assistance in determining the pump design qualities required. However, some essential procedures can be taken in any case.
Calculating the Dynamic Head
Dynamic head is the pressure at the pump’s output that provides the energy required to propel the slurry through the system. Changes in level from the slurry supply tank to the lowest point in the bore and back up again significantly impact the dynamic head. The pump must overcome gravity’s pulls to push the mud back out of the ground.
The system’s friction is another important aspect. As the slurry flows through the drill pipe and returns to the surface, it comes into contact with the pipe’s surface walls. Slurry pumps must also deliver enough energy to overcome friction forces.
Calculating Flow Rate
A slurry pump must not only provide an appropriate dynamic head based on the equations above but also push the required volume of slurry through the system. Flow rate is used to characterize this. The flow rate required for a trenchless project is primarily influenced by soil conditions and bore size. Sandy soils require the least amount of slurry to transport spoil to the surface during an HDD job. However, shale conditions may necessitate up to 20 times as much.
The Effects of Pump Efficiency
Every pump is never fully effective. In reality, efficiency can range from 50 percent to more than 90 percent. This means that 10% and 50% of the energy supplied to the pump is lost rather than employed to move the slurry through the system. The higher the efficiency of the pump, the cheaper the operating costs. However, efficiency is determined by where the pump is on the pressure/flow curve.

Summary
Mining and aggregate slurry handling is a strenuous activity that can significantly influence plant productivity and efficiency. Compared to horizontal slurry pumps, vertical mud pumps are lighter in weight, take up less floor space, and require less installation and maintenance. Units can be ordered with one of five different types of impellers: standard, semi-open, vortex, open and wetted sections. An agitator is used when a high amount of solid particles are present at the pump’s suction, reducing wear and preventing clogging. An expeller seal generates a hydrodynamic seal by generating a low-pressure zone around the shaft.
If you have questions about the vertical slurry, you can contact us anytime or call +86 18633935649 for faster transactions, and our senior engineers will answer you at any time.


