Slurry pumping requires specialized centrifugal pumps because slurries are viscous solid-liquid mixtures containing solid particles and are abrasive, such as pumping bentonite slurry, sand slurry, and mud.
These specialized centrifugal pumps typically have a more robust construction and are made of wear-resistant materials, enabling them to handle abrasive slurries. They also have larger impellers, are more resistant to clogging, and can easily handle slurries containing large solid particles.
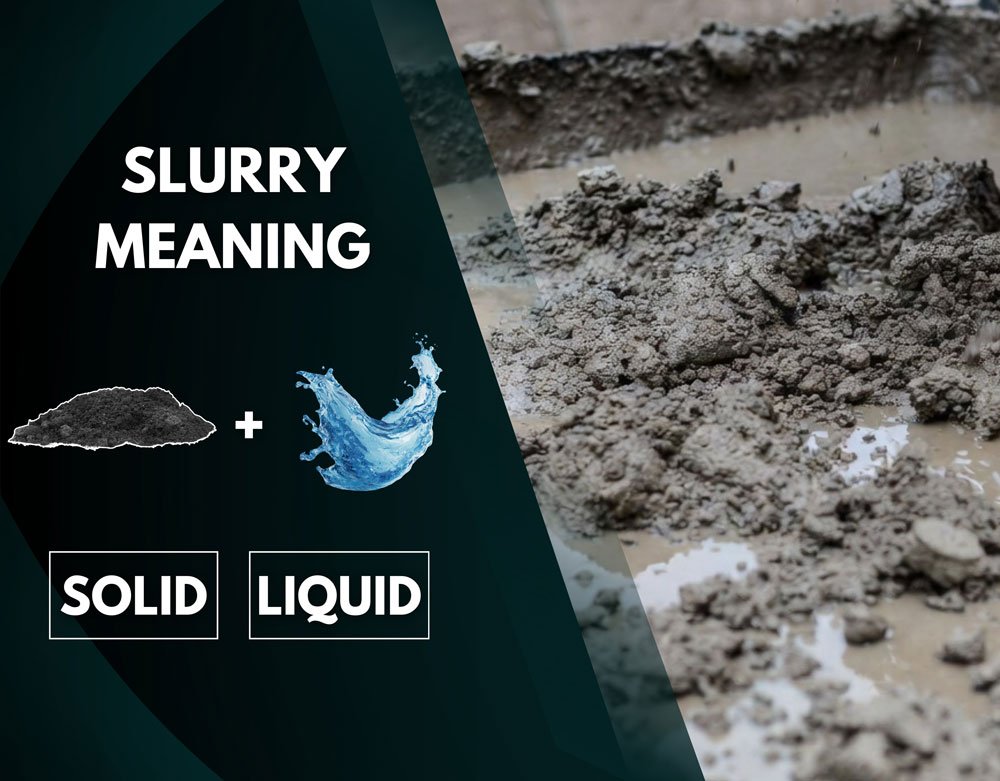
Slurry Definition
What Is Slurry?
Slurry is essentially a mixture of liquid and solid, such as fruit juice, which is common in our daily lives, or concrete slurry and lime slurry used in industry. Pumping is widely used in mining, dredging, power generation, and chemical industries.
Slurry is also a method of transporting solids, such as slag from mining and solids generated during tunnel excavation. These are mixed with liquids to form slurry, which is then transported using a slurry pumping system, making it an efficient way to move solids.
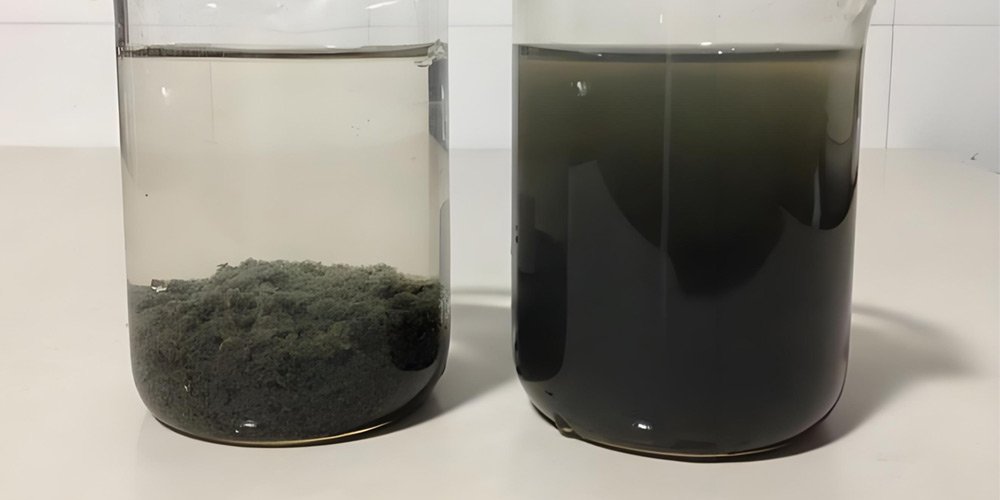
Main Characteristics Of Slurries
- High abrasiveness
- High density
- Easy to settle
- Requires greater power for transport
Slurry Classification
Engineers typically classify slurries based on their abrasiveness and particle characteristics, such as particle size, hardness, abrasiveness, and concentration. This is one of the important factors influencing the selection of pumping equipment. The following are common classification standards.
Class 1 Slurry (Slightly Abrasive)
Slightly abrasive slurries typically have a low particle concentration and fine particles, resulting in low abrasiveness. Examples include fly ash slurry, limestone slurry, and flotation slurry.
Class 2 Slurry (Moderately Abrasive)
Moderately abrasive slurries are more common in engineering applications. Compared to lightly abrasive slurries, they have larger particle sizes and concentrations, showing signs of abrasion. Examples include grinding slurries, tailings, and coal slurries.
Class 3 Slurry (Heavily Abrasive)
Heavily abrasive slurries generally have strong abrasiveness and a high particle concentration, with larger particles. Examples include coarse tailings and hydraulic mining slurries.
Class 4 Slurry (Extremely Abrasive)
Extremely abrasive slurries have very large and hard particles. Examples include dredging slurries and placer mining. Extremely abrasive slurries typically require slurry pumps made of more abrasion-resistant materials to withstand harsh conveying environments.

Slurry Pumping Systems
Slurry pumping systems are complete conveying systems for pumping slurry (solid-liquid mixtures). The entire pumping system must take into account particle settling, pipe and pump wear, conveying stability, and required energy consumption and efficiency.
A slurry pumping system typically includes pumping equipment, piping systems, booster pump stations, control and monitoring systems, and discharge facilities.
Which Pump Is Used For Slurry?
In the above content, we have learned about the details of slurry. We know that slurry is an abrasive slurry containing a large number of solid particles. Therefore, ordinary water pumps are insufficient for its transportation tasks. In this case, engineers would recommend using a slurry pump to transport slurry.
Slurry pumps have higher power, a robust casing, impellers made of wear-resistant alloy materials, and are non-clogging, enabling them to transport highly abrasive slurries and high-concentration solids-containing slurries for extended periods.
Slurry Pump Types
Centrifugal slurry pumps are classified into horizontal, vertical, and submersible types according to their structure. Different types of slurry pumps are selected based on different working conditions.

Horizontal Slurry Pumps
Horizontal slurry pumps are installed horizontally. Their horizontal structure is more robust and stable, ensuring smooth operation and easy maintenance. The disadvantage is that they occupy a larger area.
Vertical Slurry Pumps
Vertical slurry pumps are installed vertically. Their vertical structure saves space, offering greater adaptability and suitability for confined spaces.


Submersible Slurry Pumps
Submersible slurry pumps operate submerged in water, without suction head limitations, resulting in higher conveying efficiency. Furthermore, the entire unit is submerged, leading to lower noise and a smaller footprint.
Slurry Pump Uses
Due to its robust performance and excellent stability, the slurry pump can be widely used in many industrial production processes, such as mining, dredging, power, municipal, and agriculture.
Mining
- Grinding and Classification
- Mill Bottom Flow
- Tailure
Dredging
- Port construction
- River dredging
- Coastline maintenance
Power plant
- Flue gas desulfurization
- Fly ash slurry
- Cooling water circulation
Municipal water supply
- High-rise water supply
- Domestic sewage
Agriculture
- Farmland irrigation
- Animal manure

Key Challenges in Slurry Pumping
Many experienced slurry transport application engineers know that pumping slurry is far more complex than pumping clean water. Slurries contain numerous solid particles, and the particle size and density of these particles change constantly during transport.
Therefore, engineers face many challenges when designing slurry pumping systems, the most significant of which include:
- Particle settling
- Abrasion
- Clogging
- Energy consumption
- Equipment lifespan
Particle Settling
Causes: Slurry contains solid particles, making its density much greater than water. During transport, this density can change slightly at any time. If the flow rate is insufficient to keep the particles suspended in the liquid, they will settle.
If not addressed promptly, particles will gradually form sediment at the bottom of the pipeline, eventually reducing transport efficiency, increasing energy consumption, and even clogging the pipeline.
Solutions: Our engineers typically consider all necessary factors of the transported medium when designing slurry pumping systems. The most important aspect of solving particle settling is ensuring the pumping system maintains a critical flow rate. Optimizing the pipeline system is also essential.
Abrasion
Causes: If the particles are hard, such as silica sand or iron ore, these particles will gradually erode the pipe walls and wear parts such as the impeller and volute of the slurry pump during high-speed flow. This will severely reduce the conveying performance and may even lead to impeller damage and pipe leaks.
Solutions: We will select the most suitable wear-resistant materials based on the physical properties of the particles, such as high-chromium alloys, rubber, and ceramics, to minimize the wear on the equipment and extend its service life.
Blockage

Causes: Blockages are usually caused by large-diameter particles clogging the flow channels or the formation of a thick sediment layer in the pipe. Blockages can lead to a decrease in flow rate throughout the pumping system and may even cause the motor to burn out due to pump overload.
Solutions: Our engineers employ large flow channel designs and anti-clogging impellers to address the issue of large particles passing through at the source. We also install screening equipment to minimize the possibility of blockages.
Energy Consumption

Causes: We know that slurry has a higher density than water, resulting in greater resistance during transport. Therefore, pumping slurry requires more energy.
Solution: To address high energy consumption, engineers need to calculate the overall resistance of the conveying system in advance and select appropriate pumps to ensure the pump operates within the BEP (Best Efficiency Point) range, minimizing energy consumption.
Equipment Lifespan

Causes: Particle settling, abrasion, clogging, and energy consumption all affect the lifespan of equipment in slurry pumping systems. Shortened lifespan leads to increased maintenance frequency, significantly impacting work efficiency and increasing operating costs.
Solutions: Our application engineers exercise strict requirements in material selection to prevent rapid wear. We recommend regular inspections and maintenance to greatly extend the equipment’s operating cycle.
Expert Advice
Since 1948, Kingda Pump Group has been dedicated to slurry handling. Our extensive experience ensures we provide you with the most comprehensive slurry pumping services.
Our engineers will conduct rigorous slurry pumping calculations based on your project, offering customized services to ensure your interests are always maximized.