

Soluciones de bombeo de lodos para la industria química
Kingda ofrece soluciones de bombeo de lodos químicos fiables y seguras, bombeando de forma eficiente sólidos abrasivos, productos químicos corrosivos y residuos fibrosos y pegajosos.
Problemas comunes de bombeo en el procesamiento químico

Sólidos abrasivos
En los procesos de producción de plantas químicas, como las de cloro-álcali y las de fertilizantes, se generan numerosos sólidos abrasivos. Entre ellos se incluyen cristales de cloruro de sodio y carbonato de sodio producidos durante la etapa de cristalización, así como lodos residuales y partículas de cuarzo procedentes del sistema de filtración, y partículas sólidas depositadas en el reactor.
La concentración de sólidos de estas lodos sólidos abrasivos se encuentra principalmente entre 8% ~ 65%, con tamaños de partícula entre 15 μm ~ 10 mm. Estos lodos químicos pueden causar erosión y desgaste severos en el impulsores, volutas, y sellos de equipos de bombeo. Resistente a la abrasión y a la corrosión. bombas para lodos químicos Puede manejar eficazmente estos sólidos abrasivos.

Productos químicos corrosivos
La corrosión es uno de los principales desafíos en el bombeo de lodos químicos. Por ejemplo, las grandes cantidades de NaOH y Ca(OH)₂ presentes en los sistemas de neutralización, y las aguas residuales de ácido fuerte, alcalinas y de ácido sulfúrico y nítrico de tratamiento de aguas residuales Todos ellos son altamente corrosivos.
Para estas suspensiones corrosivas con valores de pH entre 1 y 14, es necesario considerar no solo la resistencia a la corrosión, sino también la resistencia a la abrasión durante el bombeo. El contacto prolongado entre la suspensión química corrosiva y el metal puede provocar el adelgazamiento y la disolución de la superficie metálica. Los sólidos presentes en la suspensión también pueden erosionar lentamente el metal, un proceso más severo que el simple desgaste.

Fluidos de alta temperatura
En los procesos comunes de producción de ácido sulfúrico, ácido nítrico y fertilizantes, la temperatura de salida del evaporador durante la etapa de evaporación y cristalización suele estar entre 55 ℃ y 110 ℃. En las mismas condiciones ambientales, las temperaturas más altas implican tasas de corrosión más rápidas, y las altas temperaturas pueden causar fácilmente deformación de los componentes internos. componentes de la bomba.
Al bombear fluidos a alta temperatura, es necesario seleccionar materiales adecuados para el entorno de alta temperatura y asegurarse de que el equipo de bombeo tenga una buena lubricación y sellado de los cojinetes para evitar una disminución en la eficiencia de transporte debido a las altas temperaturas.

suspensiones cristalizadas
Las suspensiones cristalizadas son condiciones de operación típicas en la industria química, como en la producción de urea, fertilizantes de sulfato de amonio, carbonato de litio, sulfato de litio y yeso.
Estas suspensiones cristalizadas contienen una gran cantidad de sólidos cristalinos en suspensión. Estos cristales tienen bordes afilados y una textura dura, lo que los hace más abrasivos que las suspensiones comunes. Durante el bombeo a alta velocidad, pueden perforar gravemente las paredes metálicas e incluso depositarse, obstruyendo el impulsor.

Residuos fibrosos y pegajosos
Las suspensiones químicas también contienen residuos fibrosos y pegajosos, como los que se encuentran en la etapa de biofermentación de las industrias farmacéutica y de aminoácidos, y aditivos químicos en la industria papelera, que normalmente contienen biofibras y polímeros.
En esta etapa, también puede producirse el enredo de fibras o la obstrucción del impulsor. Para lodos con residuos fibrosos y pegajosos, se deben utilizar bombas de lodos químicos con impulsores antiobstrucción y canales de flujo amplios.

Requisitos de servicio continuo
Los requisitos de funcionamiento continuo no solo son obligatorios en la industria química, sino que constituyen capacidades esenciales en casi todos los procesos industriales, como las líneas de producción química y los sistemas de tratamiento de aguas residuales, que normalmente requieren un funcionamiento ininterrumpido las 24 horas del día, los 7 días de la semana.
En este punto, la fiabilidad y la estabilidad de los equipos de bombeo son los factores más importantes. Una larga vida útil y métodos de mantenimiento sencillos y rápidos son esenciales para garantizar que la producción se desarrolle de forma ordenada.
¿Maneja lodos abrasivos, fluidos corrosivos o corrientes de proceso con alto contenido de sólidos?
Comparta los detalles de su solicitud con info@kingdagroup.com Nuestros ingenieros le recomendarán una solución de bombeo fiable, diseñada para entornos exigentes de procesamiento químico.
Aplicaciones de procesamiento químico
Tratamiento de aguas residuales químicas
El tratamiento de aguas residuales químicas se utiliza comúnmente en el drenaje de plantas de producción química, fosas de recolección de aguas residuales, tanques de neutralización y tanques de lodos. Sus funciones principales son el transporte de aguas residuales y lodos, y la descarga de líquidos residuales.
Manejo de lodos alcalinos
El manejo de lodos alcalinos es común en sistemas de dosificación de cal, sistemas de neutralización y sistemas de desulfuración de gases de combustión. Su función principal es transportar lodos alcalinos, ajustar el pH de los sistemas y hacer circular los lodos en los sistemas de desulfuración de gases de combustión.
Transferencia de residuos del reactor
La transferencia de residuos del reactor se utiliza principalmente en sistemas de reactores químicos y sistemas de descarga por lotes para descargar los residuos después de la reacción, vaciar el fondo del reactor y transferirlos al sistema de separación.
Manejo de lodos de yeso
El manejo de lodos de yeso se utiliza principalmente en sistemas de desulfuración de gases de combustión (FGD) y en la producción de fertilizantes, siendo responsable de la descarga de lodos de yeso y de la circulación del agua en el sistema FGD.
Transferencia de aguas residuales orgánicas
La transferencia de aguas residuales orgánicas se utiliza principalmente en el tratamiento de aguas residuales farmacéuticas, fábricas de tintes, sistemas de tratamiento de aguas residuales de pesticidas y de la industria alimentaria. Se emplea principalmente para el transporte de aguas residuales orgánicas y la recirculación de agua.
Alimentación de la prensa de filtro
La alimentación de la prensa de filtro se encuentra comúnmente en sistemas de separación sólido-líquido, deshidratación de lodos y recuperación de lodos químicos. Su función principal es alimentar el lodo a la prensa de filtro y presurizarlo antes de la separación sólido-líquido.
Manejo de lodos ácidos
El manejo de lodos ácidos es común en procesos con ácido sulfúrico, ácido fosfórico y procesos metalúrgicos. Su función principal es transportar materiales ácidos corrosivos y hacer circular lodos ácidos.
Transferencia de lodos de neutralización
La transferencia de lodos neutralizados se utiliza principalmente en sistemas de neutralización de aguas residuales y sistemas de tratamiento químico de aguas residuales para la transferencia de lodos neutralizados, el espesamiento de lodos y los procesos de deshidratación.
Cuéntenos sobre su lodo, contenido de sólidos, pH, caudal y condiciones de funcionamiento, y nuestros ingenieros le recomendarán la solución de bombeo más adecuada.
Bombas recomendadas para el bombeo de lodos en la industria química

Bomba de lodos de servicio pesado
- Diámetro de descarga (mm): 20 ~ 650
- Capacidad (m³/h): 10 ~ 14000
- Altura (m): 10 ~ 70
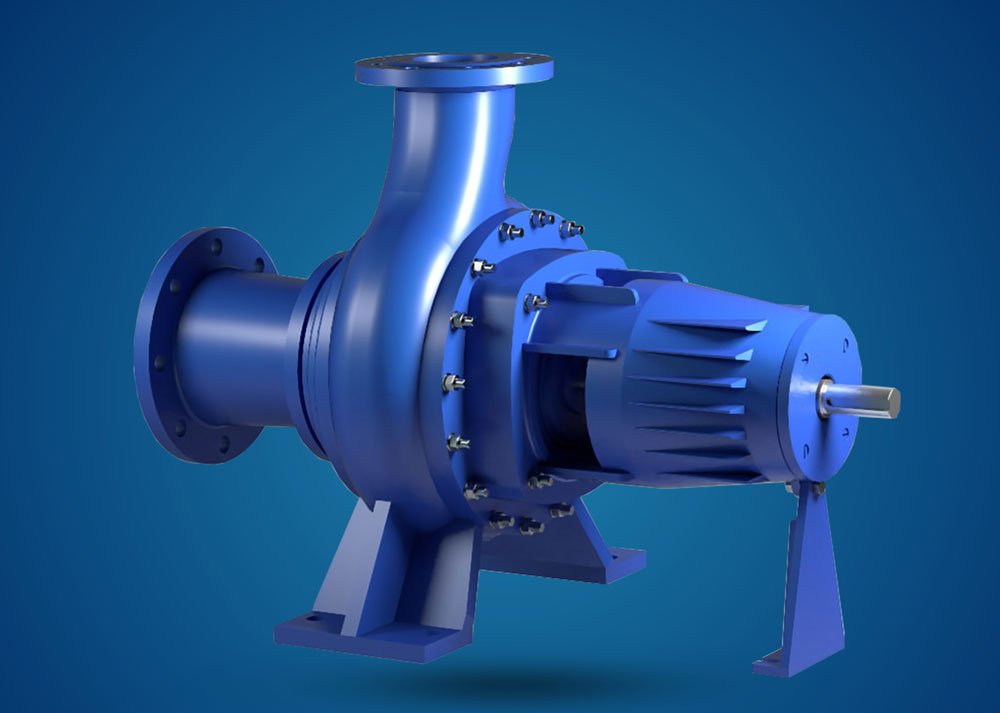
Bomba para lodos químicos
- Diámetro de descarga (mm): 25 ~ 400
- Capacidad (m³/h): 5 ~ 2600
- Altura (m): 4 ~ 250
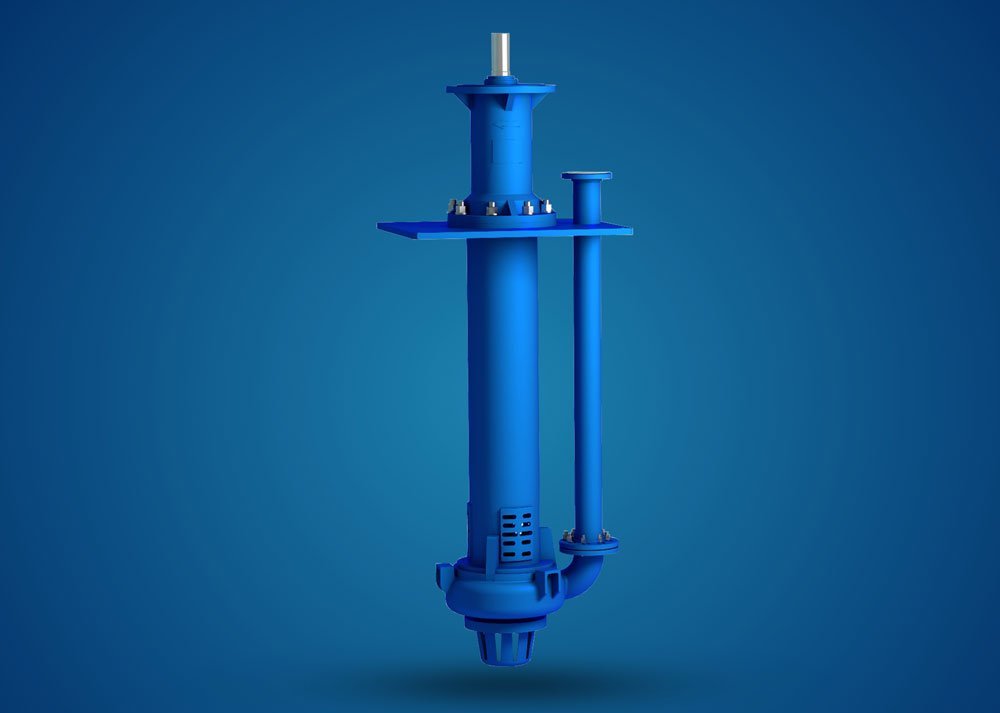
Bomba de sumidero vertical
- Diámetro de descarga (mm): 40 ~ 300
- Capacidad (m³/h): 18 ~ 1267
- Altura (m): 4 ~ 40

Bomba sumergible para lodos
- Diámetro de descarga (mm): 50 ~ 350
- Capacidad (m³/h): 30 ~ 3500
- Altura (m): 10 ~ 120
La bomba para lodos de servicio pesado Kingda M250KSH cuenta con un impulsor y un revestimiento de voluta fabricados con una aleación de alto contenido en cromo, lo que ofrece una excelente resistencia al desgaste y a la corrosión para garantizar un funcionamiento estable en los entornos más adversos.
El impulsor antiobstrucción optimizado por ingenieros y los amplios canales de flujo facilitan el paso de sólidos, lo que permite que el KSH bomba de lodos Para manipular con facilidad incluso grava de gran diámetro o fibras largas, manteniendo una alta eficiencia de bombeo.
La M250KSH incorpora un exclusivo sistema de agua de sellado de la empaquetadura, que proporciona un suministro de agua de sellado estable, limpio y presurizado al sello del eje de la bomba de lodos para prevenir fugas, refrigerar, lubricar y proteger contra el desgaste, maximizando así la vida útil.
¿Por qué se utilizan las bombas de lodos en el procesamiento químico?
Bombas de lodos Poseen una resistencia al desgaste y a la corrosión inigualable por las bombas químicas convencionales. Sabemos que las suspensiones químicas contienen no solo sustancias corrosivas, sino también numerosas partículas sólidas duras y afiladas, como partículas de cuarzo y residuos. Las bombas para suspensiones resuelven eficazmente estos dos problemas principales mediante el uso de materiales de aleación únicos, resistentes al desgaste y a la corrosión.
El piezas del extremo húmedo Las bombas para lodos químicos Kingda están fabricadas con aleaciones de alto contenido en cromo, resistentes al desgaste y a la corrosión. Su increíble resistencia al desgaste y a la corrosión no solo evita que los sólidos duros erosionen el impulsor y la voluta, sino que también reduce eficazmente la corrosión causada por lodos ácidos y alcalinos, maximizando así la vida útil del equipo.

Proyectos reales de bombeo de aguas residuales
Manejo de lodos de yeso en un proyecto de utilización de fosfoyeso a gran escala
Ubicado en la provincia de Yunnan, China, este proyecto aborda el tratamiento de los residuos sólidos de fosfoyeso generados durante la producción de fertilizantes fosfatados. Este proyecto de aprovechamiento integral de fosfoyeso a gran escala procesa aproximadamente 450 000 toneladas de fosfoyeso al año y requiere una mayor optimización de su valor de utilización.


Desafíos del proceso
El proceso de utilización de los recursos del fosfoyeso requiere el transporte y procesamiento continuos de la suspensión de fosfoyeso, la suspensión cristalina y los subproductos relacionados.
Durante el transporte de la pulpa, la separación sólido-líquido y las etapas de procesamiento posteriores, el equipo está sometido a una abrasión prolongada por partículas de cristales de yeso, lo que impone altas exigencias a la resistencia al desgaste y la estabilidad operativa del equipo de bombeo.
Solución
Para lodos de yeso y fluidos de proceso relacionados, Kingda utiliza una bomba de lodos de alta resistencia como equipo de bombeo principal. Este tipo de bomba ofrece una excelente resistencia al desgaste y a la corrosión, y su impulsor de gran caudal garantiza una larga vida útil.
Una vez finalizado el proyecto, se ampliaron eficazmente las formas de utilizar los recursos de fosfoyeso, se aumentó el valor añadido de los subproductos del yeso y se redujo el desperdicio de recursos y la presión ambiental.

Obtenga consejos gratuitos para la selección de bombas de los expertos de Kingda.
Kingda se compromete a proporcionar las mejores soluciones de transferencia de fluidos.
Comuníquese con Kingda para obtener una cotización gratuita, selección de bombas, asesoramiento de ingeniería y sugerencias de mantenimiento de bombas.
Preguntas frecuentes
La bomba para lodos químicos puede soportar tanto la abrasión como la corrosión, ya que las partes húmedas de la bomba están fabricadas con una aleación especial de alto contenido en cromo, lo que la hace resistente a la abrasión y la corrosión y le permite manejar condiciones complejas y adversas de lodos químicos.
Las bombas químicas están diseñadas principalmente para el transporte de líquidos químicamente corrosivos, y su ventaja radica en su excelente resistencia a la corrosión. Por otro lado, las bombas para lodos están diseñadas específicamente para el transporte de materiales abrasivos, como relaves y mezclas de lodos, y poseen una excelente resistencia a la obstrucción y a la abrasión.
Las bombas para lodos químicos son necesarias para cualquier proceso que implique el transporte de lodos corrosivos y abrasivos (como aguas residuales neutralizadas y aguas residuales metalúrgicas), incluidas aplicaciones como el tratamiento de aguas residuales químicas, la transferencia de aguas residuales orgánicas, el manejo de lodos ácidos y el manejo de lodos alcalinos.
Las bombas de lodos de alta resistencia son ideales para el transporte de lodos químicos. También se encuentran disponibles bombas verticales para pozos y bombas sumergibles para lodos, según las condiciones de funcionamiento y la ubicación de instalación.
Las bombas para lodos químicos, que manejan sustancias abrasivas y corrosivas, exigen un rendimiento extremadamente alto del equipo de bombeo. Las bombas para lodos de alta resistencia reemplazan las partes húmedas con materiales resistentes a la abrasión y la corrosión para cumplir con los requisitos específicos de transporte, lo que garantiza que puedan soportar condiciones de operación exigentes.
Durante los procesos químicos, se generan lodos corrosivos que contienen partículas sólidas. Estos lodos contienen una gran cantidad de sólidos duros y afilados, fibras y numerosos ácidos y álcalis fuertes. Esto exige que las bombas para procesos químicos no solo resistan la corrosión de la materia orgánica química, sino también la erosión de los sólidos duros.
Al seleccionar una bomba para lodos químicos, lo primero que se debe considerar son las características del lodo, como la concentración de sólidos, la corrosividad y la viscosidad. Luego, en función del caudal, la altura de elevación y los materiales requeridos, se debe seleccionar la bomba adecuada. Una bomba apropiada puede maximizar su vida útil.