

Chemical Industry Slurry Pumping Solutions
Kingda offers reliable and safe chemical slurry pumping solutions, efficiently pumping abrasive solids, corrosive chemicals, fibrous and sticky residues.
Common Pumping Challenges in Chemical Processing

Abrasive Solids
In the production processes of chemical plants such as chlor-alkali plants and fertilizer plants, many abrasive solids are generated. These include sodium chloride and sodium carbonate crystals produced during the crystallization stage, as well as residual slurry and quartz particles from the filtration system, and solid particles deposited in the reaction vessel.
The solid concentration of these abrasive solid slurries is mostly between 8% ~ 65%, with particle sizes between 15μm ~ 10mm. These chemical slurries can cause severe erosion and wear on the impellers, volutes, and seals of pumping equipment. Abrasion-resistant and corrosion-resistant chemical slurry pumps can effectively handle these abrasive solids.

Corrosive Chemicals
Corrosion is one of the main challenges in pumping chemical slurries. For example, the large amounts of NaOH and Ca(OH)₂ present in neutralization systems, and strong acid, alkaline wastewater and sulfuric acid and nitric acid wastewater from wastewater treatment are all highly corrosive.
For these corrosive slurries with pH values ranging from 1 ~ 14, we need to consider not only corrosion resistance but also abrasion resistance when pumping. Prolonged contact between corrosive chemical slurry and metal can cause metal surface thinning and dissolution. The solids in the slurry can also slowly erode the metal, a process more severe than simple wear.

High Temperature Fluids
In common sulfuric acid, nitric acid, and fertilizer production processes, the evaporator outlet temperature during the evaporation and crystallization stage is typically between 55℃ ~ 110℃. Under the same environmental conditions, higher temperatures mean faster corrosion rates, and high temperatures can easily cause deformation of internal pump components.
When pumping high-temperature fluids, it is necessary to select appropriate materials for the high-temperature environment and ensure that the pumping equipment has good bearing lubrication and sealing to prevent a decrease in conveying efficiency due to high temperatures.

Crystallized Slurries
Crystallized slurries are typical operating conditions in the chemical industry, such as in the production of urea, ammonium sulfate fertilizers, lithium carbonate, lithium sulfate, and gypsum slurries.
These crystallized slurries contain a large amount of suspended crystalline solids. These crystals have sharp edges and a hard texture, making them more abrasive than ordinary slurries. During high-speed pumping, they can severely cut through metal walls and even deposit, clogging the impeller.

Fibrous and Sticky Residues
Chemical slurries also contain fibrous and sticky residues, such as those found in the bio-fermentation stage of the pharmaceutical and amino acid industries, and chemical additives in the paper industry, which typically contain bio-fibers and polymers.
At this stage, fiber entanglement or clogging of the impeller can also occur. For fibrous and sticky residue slurries, chemical slurry pumps with anti-clogging impellers and large flow channels should be used.

Continuous Duty Requirements
Continuous duty requirements are not only mandatory in the chemical industry but are essential capabilities in almost all industrial processes, such as chemical production lines and wastewater treatment systems, which typically require 24/7 operation.
At this point, the reliability and stability of the pumping equipment are the most important factors. A long service life and simple and quick maintenance methods are essential to ensure that production can proceed in an orderly manner.
Handling abrasive slurries, corrosive fluids, or high-solids process streams?
Share your application details with info@kingdagroup.com and our engineers will recommend a reliable pumping solution designed for demanding chemical processing environments.
Chemical Processing Applications
Chemical Wastewater Treatment
Chemical wastewater treatment is commonly used in chemical production plant drainage, wastewater collection pits, neutralization tanks, and sludge tanks. Its main functions are wastewater and sludge transport and waste liquid discharge.
Alkaline Slurry Handling
Alkaline slurry handling is commonly found in lime dosing systems, neutralization systems, and flue gas desulfurization systems. Its main function is to transport alkaline slurries, adjust the pH of systems, and circulate slurries in FGD systems.
Reactor Residue Transfer
Reactor residue transfer is mainly used in chemical reactor systems and batch discharge systems for discharging residues after the reaction, emptying the reactor bottom, and transferring them to the separation system.
Gypsum Slurry Handling
Gypsum slurry handling is mainly used in flue gas desulfurization (FGD) systems and fertilizer production, responsible for gypsum slurry discharge and FGD system water circulation.
Organic Wastewater Transfer
Organic wastewater transfer is mainly used in pharmaceutical wastewater treatment, dye factories, pesticide waste liquid, and food wastewater treatment systems. It is primarily used for transporting organic wastewater and circulating water.
Filter Press Feed
Filter press feed is commonly found in solid-liquid separation systems, sludge dewatering, and chemical slurry recovery systems. Its main function is to feed sludge to the filter press and pressurize it before solid-liquid separation.
Acidic Slurry Handling
Acidic slurry handling is commonly found in sulfuric acid, phosphoric acid, and metallurgical processes. Its main function is to transport corrosive acidic materials and circulate acidic slurries.
Neutralization Sludge Transfer
Neutralization sludge transfer is mainly used in wastewater neutralization systems and chemical wastewater treatment systems for neutralizing sludge transfer, sludge thickening, and dewatering processes.
Tell us about your slurry, solids content, pH, flow rate, and operating conditions, and our engineers will recommend the most suitable pump solution.
Recommended Pumps for Chemical Industry Slurry Pumping

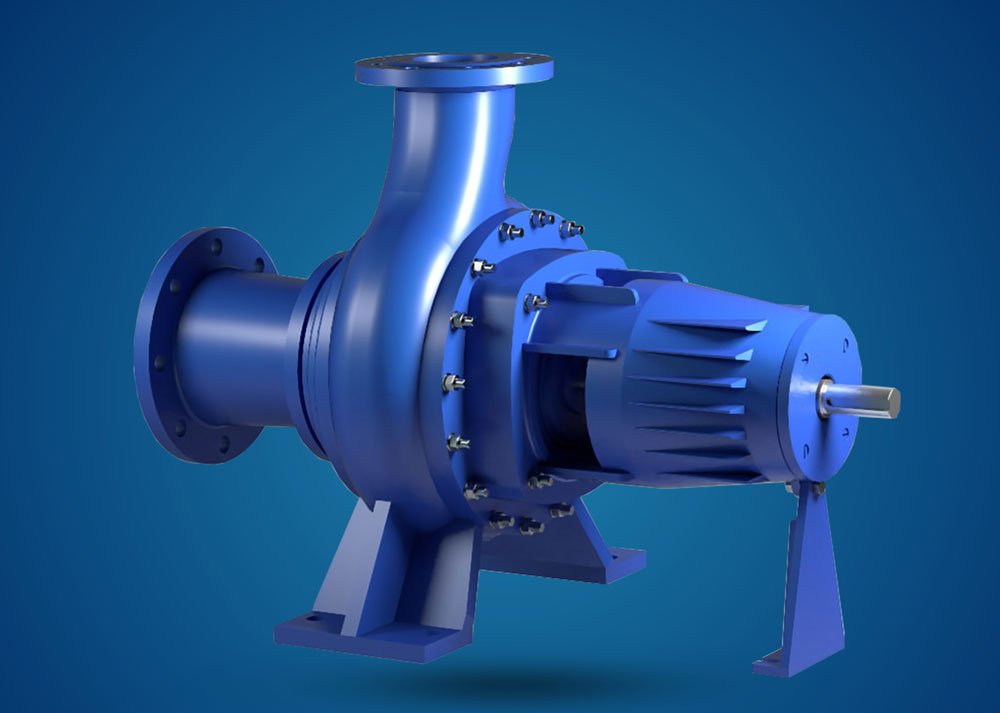
Heavy Duty Slurry Pump
- Discharge Diameter (mm):20 ~ 650
- Capability (m³/h):10 ~ 14000
- Head (m):10 ~ 70
Chemical Slurry Pump
- Discharge Diameter (mm):25 ~ 400
- Capability (m³/h):5 ~ 2600
- Head (m):4 ~ 250
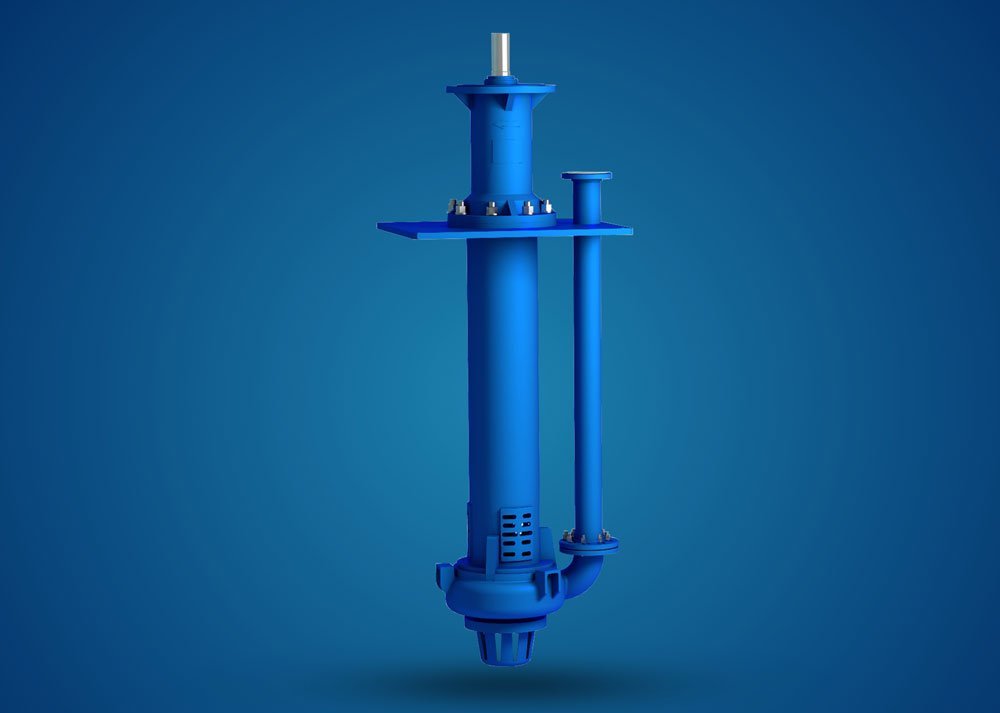
Vertical Sump Pump
- Discharge Diameter (mm):40 ~ 300
- Capability (m³/h):18 ~ 1267
- Head (m):4 ~ 40

Submersible Slurry Pump
- Discharge Diameter (mm):50 ~ 350
- Capability (m³/h):30 ~ 3500
- Head (m):10 ~ 120
The Kingda M250KSH Hevay Duty Slurry Pump features an impeller and volute liner crafted from high-chromium alloy, offering excellent wear and corrosion resistance to ensure stable operation in the harshest environments.
The engineer-optimized anti-clogging impeller and wide flow channels facilitate the passage of solids, allowing the KSH slurry pump to handle even large-diameter gravel or long fibers with ease, maintaining high pumping efficiency.
The M250KSH incorporates a unique Gland Seal Water System, providing a stable, clean, and pressurized sealing water supply to the slurry pump’s shaft seal for leak prevention, cooling lubrication, and wear protection, maximizing service life.
Why Slurry Pumps Are Used in Chemical Processing
Slurry pumps possess wear and corrosion resistance unmatched by ordinary chemical pumps. We know that chemical slurries contain not only corrosive substances but also many hard, sharp-shaped solid particles, such as quartz particles and residue particles. Slurry pumps effectively solve these two major problems by using unique wear-resistant and corrosion-resistant alloy materials.
The wet end parts of Kingda chemical slurry pumps are made of wear-resistant and corrosion-resistant high-chromium alloys. Their incredible wear and corrosion resistance not only prevents hard solids from eroding the impeller and volute but also effectively reduces corrosion from acid and alkaline slurries, maximizing the service life of the equipment.

Real-World Wastewater Pumping Projects
Gypsum Slurry Handling in a Large-Scale Phosphogypsum Utilization Project
Located in Yunnan Province, China, this project addresses the treatment of phosphogypsum solid waste generated during phosphate fertilizer production. This large-scale phosphogypsum comprehensive utilization project processes approximately 450,000 tons of phosphogypsum annually and requires further enhancement of its resource utilization value.


Process Challenges
The resource utilization process of phosphogypsum necessitates the continuous transport and processing of phosphogypsum slurry, crystalline slurry, and related byproducts.
During the slurry transport, solid-liquid separation, and subsequent processing stages, the equipment is subjected to prolonged scouring by gypsum crystal particles, placing high demands on the wear resistance and operational stability of the pumping equipment.
Solution
For gypsum slurry and related process media, Kingda employs a heavy-duty slurry pump as the primary pumping equipment. This pump type boasts excellent wear resistance and good corrosion resistance, and its large-flow-channel impeller design ensures a long service life.
After the project was completed, it effectively expanded the ways to utilize phosphogypsum resources, increased the added value of by-product gypsum products, and reduced resource waste and environmental pressure.

Get free pump selection tips from Kingda experts.
Kingda is committed to providing the best fluid transfer solutions.
Contact Kingda for a free quote, pump selection, engineering advice, and pump maintenance tips.
FAQ
Chemical Slurry Pump can handle both abrasion and corrosion because the wet end parts of the chemical slurry pump are made of special high-chromium alloy, which makes it resistant to both abrasion and corrosion and can handle complex and harsh chemical slurry conditions.
Chemical pumps are primarily designed for transporting chemically corrosive liquids, and their advantage lies in their excellent corrosion resistance. Slurry pumps, on the other hand, are specifically designed for transporting abrasive materials, such as tailings and slurry mixtures, and possess excellent anti-clogging and abrasion resistance.
Chemical slurry pumps are required for any process involving the transport of corrosive and abrasive slurries (such as neutralized wastewater and metallurgical wastewater), including applications such as chemical wastewater treatment, organic wastewater transfer, acidic slurry handling, and alkaline slurry handling.
Heavy-duty slurry pumps are ideal for conveying chemical slurry. Vertical sump pumps and submersible slurry pumps are also available depending on the operating conditions and installation location.
Chemical slurry pumps, which handle abrasive and corrosive substances, place extremely high demands on the pumping equipment. Heavy-duty slurry pumps replace the wet end parts with abrasion- and corrosion-resistant materials to meet specific conveying requirements, ensuring they can handle demanding operating conditions.
During chemical processing, many corrosive slurries containing solid particles are generated. These slurries contain a large number of hard, sharp solids, fibers, and many strong acids and alkalis. This requires chemical processing pumps to not only withstand the corrosion of chemical organic matter but also the erosion of hard solids.
When selecting a chemical slurry pump, the first thing to consider is the characteristics of the slurry, such as solids concentration, corrosiveness, and viscosity. Then, based on the required pumping flow rate, head, and materials, select a suitable chemical slurry pump. A suitable slurry pump can maximize its service life.